-

浔之漫智控技术(上海)有限公司
主营:西门子

浔之漫智控技术(上海)有限公司
主营:西门子 6
6

西门子plc与触摸屏通讯通信干扰的处理方法
问题反映:一套设备,配备S7-400系统,一台TP 270触摸屏放置在操作台上,通过DP/MPI方式传送信息,奇怪的问题是:经常会出现PLC与TP屏无法建立连接,把想到的认为有干扰的地方全部检查,并且想办法进行屏蔽,有时可以解决问题,通讯正常,但不知什么原因又会引发同样的故障,而且有时候通讯的建立与中断转换频率快,一会儿连接,一会儿断开。
系统内还有一台直流驱动装置590+,数台Emerson变频器,其余为常规电器,供电系统有TE、PE,而且互相隔离。
如何彻底解决通讯连接干扰问题呢?
解决方案:可能是调速装置的干扰,或者是接地的问题。接地应严格分开控制地和保护地,控制系统一点接地。
问题反映: 直流调速的影响是会有的,但通讯只是一个点对点的应用,而且采用原装西门子RS-485插头和6XV1830-0EH10电缆,接地系统已经分开,通讯线的接地是单独做的数据地,PLC系统的机壳与机柜相连(金属机柜,原厂家装配的),供电系统的零、地合一。
问题反映: 严重到找不到S7统计通讯了,
解决方案: S7-400与TP的距离有多远?其线路是否与变频器的线路靠近?变频器与PLC有通信?
问题反映:PLC到TP270直线距离大概有20米,通讯线放电缆槽沟内长度大约有35米,PLC柜紧挨着直流传动柜,直流传动柜旁边是低压柜(内有液压站电机、主电机风机的接触器、保护器,低压开关、微断等,还有几台变频器),所有的电缆都在一个电缆沟里,有较大部分的平行放置;变频器与直流传动均没有与PLC实现网络通信,所有的运行指令及速度值由PLC输出,PLC通过电缆与相关设备连接。
解决方案:变频器和TP通信线是否有屏蔽?变频器的布线和屏蔽如果处理得不好的话,可能会产生很重的干扰。
是否可以试试将TP暂时放PLC旁边,或者临时拉一条通信电缆(不要放电缆沟)。如果没问题的话,说明是干扰的问题。
问题反映:变频器功率不大,5.5Kw,但是变频器与TP没有通讯。PLC与TP通讯电缆是西门子**电缆,屏蔽层接数据地线,但这根电缆与多根大电流的电缆平行放置,长度大约15米.
已经将TP放在PLC旁边,没有任何问题的,今天准备换一根通讯电缆,而且远离动力电缆,不知是否有效果。PLC端的RS485总线插头的终端电阻不接,TP端的终端电阻接入。
解决方案:如果只是PLC和TP的点对点通信,双方都应该接入终端电阻。
问题反映:采用了上次提出的方法,两端都接入终端电阻,但是还频繁地出通讯中断的提示,等大修时间在换一下动力电缆再看看效果。
总结:通过实验,可以肯定干扰的根本原因是通信电缆与多根大电流的电缆(特别是变频器的输入、输出电缆)平行放置在同一电缆沟内,且距离很近。
这个系统比较简单,只是点对点通信,简单的实验方法就是将两台设备暂时放置在一起,或者临时拉一条通信电缆(不要放电缆沟)。如果干扰消失,肯定是电缆布线引入的干扰。可以用示波器观察RS-485的A、B线对数字地(5针)的波形,如果有强烈干扰,可以看得到干扰信号的波形。

a.控制单元的冗余
(1)重要的过程单元:CPU(包括存储器)及电源均应1B1冗余。
(2)在需要时也可选用PLC硬件与热备软件构成的热备冗余系统、2重化或3重化冗余容错系统等。
b. I/O接口单元的冗余
(1)控制回路的多点I/O卡应冗余配置。
(2)重要检测点的多点I/O卡可冗余配置。3)根据需要对重要的I/O信号,可选用2重化或3重化的I/O接口单元。
| 6ES72111BE400XB0 | CPU 1211C AC/DC/Rly,6输入/4输出,集成2AI |
| 6ES72111AE400XB0 | CPU 1211C DC/DC/DC,6输入/4输出,集成2AI |
| 6ES72111HE400XB0 | CPU 1211C DC/DC/Rly,6输入/4输出,集成2AI |
| 6ES72121BE400XB0 | CPU 1212C AC/DC/Rly,8输入/6输出,集成2AI |
| 6ES72121AE400XB0 | CPU 1212C DC/DC/DC,8输入/6输出,集成2AI |
| 6ES72121HE400XB0 | CPU 1212C DC/DC/Rly,8输入/6输出,集成2AI |
| 6ES72141BG400XB0 | CPU 1214C AC/DC/Rly,14输入/10输出,集成2AI |
| 6ES72141AG400XB0 | CPU 1214C DC/DC/DC,14输入/10输出,集成2AI |
| 6ES72141HG400XB0 | CPU 1214C DC/DC/Rly,14输入/10输出,集成2AI |
| 6ES72151BG400XB0 | CPU 1215C AC/DC/Rly,14输入/10输出,集成2AI/2AO |
| 6ES72151AG400XB0 | CPU 1215C DC/DC/DC,14输入/10输出,集成2AI/2AO |
| 6ES72151HG400XB0 | CPU 1215C DC/DC/Rly,14输入/10输出,集成2AI/2AO |
| 6ES72171AG400XB0 | CPU 1217C DC/DC/DC,14输入/10输出,集成2AI/2AO |

梯形图是PLC控制系统中使用得多的图形编程语言,被称为PLC的一编程语言。梯形图与电器控制系统的电路图很相似,具有直观易懂的优点,很容易被工厂电气人员掌握,特别适用于开关量逻辑控制。梯形图常被称为电路或程序,梯形图的设计称为编程。PLC梯形图设计规则(或规范)如下:
(1)触点应画在水平线上,不能画在垂直分支上。应根据自左至右、自上而下的原则和对输出线圈的几种可能控制路径来画。
(2)不包含触点的分支应放在垂直方向,不可放在水平位置,以便于识别触点的组合和对输出线圈的控制路径。
(3)在有几个串联回路相并联时,应将触头多的那个串联回路放在梯形图的上面。在有几个并联回路相串联时,应将触点多的并联回路放在梯形图的左面。这种安排,所编制的程序简洁明了,语句较少。
(3)不能将触点画在线圈的右边,只能在触点的右边接线圈。

1. 按I/O点数和功能分类
可编程控制器用于对外部设备的控制,外部信号的输入、PLC的运算的输出都要通过PLC输入输出端子来进行接线,输入、输出端子的数目之和被称作PLC的输入、输出点数,简称I/O点数。
由I/O点数的多少可将PLC的I/O点数分成小型、中型和大型。
小型PLC的I/O点数小于256点,以开关量控制为主,具有体积小、价格低的优点。可用于开关量的控制、定时/计数的控制、顺序控制及少量模拟量的控制场合,代替继电器-接触器控制在单机或小规模生产过程中使用。
中型PLC的I/O点数在256~1024之间,功能比较丰富,兼有开关量和模拟量的控制能力,适用于较复杂系统的逻辑控制和闭环过程的控制。
大型PLC的I/O点数在1024点以上。用于大规模过程控制,集散式控制和工厂自动化网络。
2. 按结构形式分类
PLC可分为整体式结构和模块式结构两大类。
整体式PLC是将CPU、存储器、I/O部件等组成部分集中于一体,安装在印刷电路板上,并连同电源一起装在一个机壳内,形成一个整体,通常称为主机或基本单元。整体式结构的PLC具有结构紧凑、体积小、重量轻、价格低的优点。一般小型或小型PLC多采用这种结构。
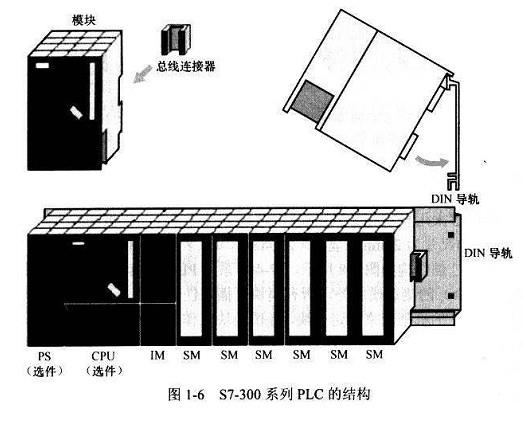
模块式PLC是把各个组成部分做成独立的模块,如CPU模块、输入模块、输出模块、电源模块等。各模块作成插件式,并将组装在一个具有标准尺寸并带有若干插槽的机架内。模块式结构的PLC配置灵活,装配和维修方便,易于扩展。一般大中型的PLC都采用这种结构。

在发达的工业国家,PLC已经广泛地应用在所有的工业部门,随着其性能价格比的不断提高,应用范围不断扩大,主要有以下几个方面:
1.开关量逻辑控制
PLC具有“与”、“或”、“非”等逻辑指令,可以实现触点和电路的串、并联,代替继电器进行组合逻辑控制、定时控制与顺序逻辑控制。开关量逻辑控制可以用于单台设备,也可以用于自动生产线,其应用领域已遍及各行各业,甚至深入到家庭。
2.运动控制
PLC使用**的指令或运动控制模块,对直线运动或圆周运动的位置、速度和加速度进行控制,可实现单轴、双轴、3轴和多轴位置控制,使运动控制与顺序控制功能**地结合在一起。PLC的运动控制功能广泛地用于各种机械,如金属切削机床、金属成形机械、装配机械、机器人、电梯等场合。
3.闭环过程控制
过程控制是指对温度、压力、流量等连续变化的模拟量的闭环控制。PLC通过模拟量I/O模块,实现模拟量(Analog)和数字量(Digital)之间的A/D转换与D/A转换,并对模拟量实行闭环PID(比例-积分-微分)控制。现代的大中型PLC一般都有PID闭环控制功能,这一功能可以用PID子程序或**的PID模块来实现。其PID闭环控制功能已经广泛地应用于塑料挤压成形机、加热炉、热处理炉、锅炉等设备,以及轻工、、机械、冶金、电力、建材等行业。
4.数据处理
现代的PLC具有数学运算(包括四则运算、矩阵运算、函数运算、字逻辑运算、求反、循环、移位和浮点数运算等)、数据传送、转换、排序和查表、位操作等功能,可以完成数据的采集、分析和处理。这些数据可以与储存在存储器中的参考值比较,也可以用通信功能传送到别的智能装置,或者将它们打印制表。
5.通信联网
PLC的通信包括主机与远程I/O之间的通信、多台PLC之间的通信、PLC与其他智能控制设备(如计算机、变频器、数控装置)之间的通信。PLC与其他智能控制设备一起,可以组成“集中管理、分散控制”的分布式控制系统。
必须指出,并不是所有的PLC都有上述全部功能,有些小型PLC只有上述的部分功能,但是价格较低。
初,PLC主要用于开关量的逻辑控制。随着PLC技术的进步,它的应用领域不断扩大。
如今,PLC不仅用于开关量控制,还用于模拟量及数字量的控制,可采集与存储数据,还可对控制系统进行监控;还可联网、通讯,实现大范围、跨地域的控制与管理。PLC已日益成为工业控制装置家族中一个重要的角色。。
3.1用于开关量控制
PLC控制开关量的能力是很强的。所控制的入出点数,少的十几点、几十点,多的可到几百、几千,甚至几万点。由于它能联网,点数几乎不受限制,不管多少点都能控制。
所控制的逻辑问题可以是多种多样的:组合的、时序的;即时的、延时的;不需计数的,需要计数的;固定顺序的,随机工作的;等等,都可进行。
PLC的硬件结构是可变的,软件程序是可编的,用于控制时,非常灵活。必要时,可编写多套,或多组程序,依需要调用。它很适应于工业现场多工况、多状态变换的需要。
用PLC进行开关量控制实例是很多的,冶金、机械、轻工、、纺织等等,几乎所有工业行业都需要用到它。目前,PLC首用的目标,也是别的控制器无法与其比拟的,就是它能方便并可靠地用于开关量的控制。