-

浔之漫智控技术(上海)有限公司
主营:西门子

浔之漫智控技术(上海)有限公司
主营:西门子 7
7

西门子山西授权PLC模块总代理
西门子代理商
西门子PLC代理商
西门子授权代理商
西门子模块代理商
西门子总代理商
S7-300(见图2-1)是模块化的中小型PLC,适用于中等性能的控制要求。品种繁多的CPU模块、信号模块和功能模块能满足各种领域的自动控制任务,用户可以根据系统的具体情况选择合适的模块,维修时换模块也很方便。
S7-300/400每个CPU都有一个可以使用MPI(多点接口)通信协议的RS-485接口。不需要附加任何硬件、软件和编程,就可以建立一个MPI网络。有的CPU还带有集成的现场总线PROFIBUS-DP接口、PROFINET接口或PtP(点对点)串行通信接口。
功能强的CPU319-3PN/DP的RAM存储容量为1400KB,可以插入8MB的微存储卡(MMC),有8192B存储器位,2048个S7定时器和2048个S7计数器,数字量输入和输出多均为65536点,模拟量输入和输出多均为4096个,位操作指令的执行时间为0.01 μs。
图 2-1 S7-300PLC
由于使用Flash EPROM,CPU断电后*后备电池也可以长时间保持现场数据,使S7-300成为完全*维护的控制设备。
S7-300/400有很高的电磁兼容性和抗振动抗冲击能力。可以用于恶劣环境条件的SF-PLUS S7-300的温度范围为-25~ 70℃,有强的耐振动和耐污染性能。
通过调用系统功能和系统功能块,用户可以使用集成在操作系统内的子程序,从而显著地减少所需要的用户存储器容量,它们可以用于中断处理、出错处理、复制和处理数据等。
S7-300/400有350多条指令,其编程软件STEP7功能强大、使用方便。STEP7的功能块图和梯形图编程语言符合IEC61131标准,语句表编程语言与IEC标准稍有不同,以保证与STEP5的兼容,3种编程语言可以相互转换。STEP7还有SCL、Graph、CFC和Hi-Graph等编程语言供用户选购。STEP7通过带标准用户接口的软件工具来为所有的模块设置参数,可以节省用户入门的时间和培训的费用。
CPU用智能化的诊断系统连续监控系统的功能是否正常,记录错误和特殊系统事件(例如时、模块换等)。S7-300有过程报警、日期时间中断和定时中断等功能。
S7-300/400已将HMI(人机接口)服务集成到操作系统内,大大减少了人机对话的编程要求。S7-300/400按*的刷新速度自动地将数据传送给SIMATIC人机界面。
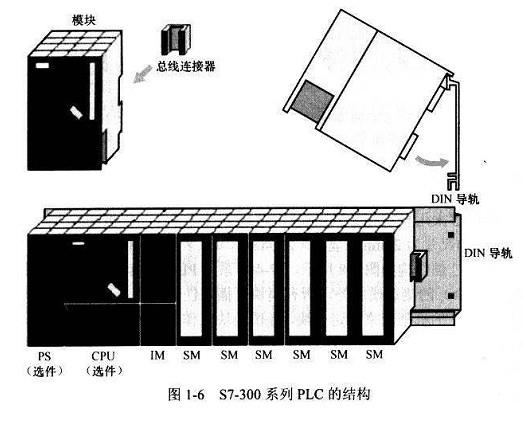
S7-300的组成部件
S7-300 PLC是模块式的PLC,它由以下几部分组成∶
1.*处理单元(CPU)
CPU用于存储和处理用户程序,控制集中式I/O和分布式I/O。各种CPU有不同的性能,有的CPU集成有数字量和模拟量输入/输出点,有的CPU集成有PROFIBUS-DP等通信接口。CPU板上有状态故障指示灯、模式选择开关、24V电源端子和微存储卡插槽。
2. 电源模块(PS)
电源模块用于将AC 220V的电源转换为DC 24V电源,供CPU模块和I/O模块使用。电源模块的额定输出电流有2A、5A和10A3种,过载时模块上的LED闪烁。
3. 信号模块(SM)
信号模块是数字量输入/输出模块(简称为DI/DO)和模拟量输入/输出模块(简称为AI/AO)的总称,它们使不同的过程信号与PLC内部的信号电平匹配。模拟量输入模块可以输入直流电流、电压、热电阻、热电偶等多种不同类型和不同量程的模拟量信号。每个模
块上有一个背板总线连接器,现场的过程信号连接到前连接器的端子上。
4. 功能模块(FM)
功能模块是智能的信号处理模块,它们不占用CPU的资源,直接对来自现场设备的信号进行控制和处理,并将信息传送给CPU。它们负责处理那些CPU通常无法快速完成的任务,以及对实时性和存储容量要求很高的控制任务,例如高速计数、定位和闭环控制等。功能模块包括计数器模块、电子凸轮控制器模块、用于快速进给/慢速驱动的双通道定位模块、高速布尔处理器模块、闭环控制模块、温度控制器模块、称重模块、声波位置编码器模块等。
5. 通信处理器(CP)
通信处理器用于PLC之间、PLC与计算机和其他智能设备之间的通信,可以将PLC接入PROFIBUS-DP、AS-i和工业以太网,或用于实现点对点通信。通信处理器可以减轻CPU处理通信的负担,并减少用户对通信的编程工作。
6. 接口模块(IM)
接口模块用于多机架配置时连接主机架和扩展机架。
7. 导轨
铝质导轨用来固定和安装S7-300上述的各种模块。
PLC控制系统设计的一般步骤与传统的继电器——接触器控制系统的设计相比较,组件的选择代替了原来的器件选择,程序设计代替了原来的逻辑电路设计。
(1)根据工艺流程分析控制要求,明确控制任务,拟定控制系统设计的技术条件。技术条件一般以设计任务书的形式来确定,它是整个设计的依据。工艺流程的特点和要求是开发PLC控制系统的主要依据,所以必须详细分析、认真研究,从而明确控制任务和范围。如需要完成的动作(动作时顺、动作条件,相关的保护和联锁等)和应具备的操作方式(手动、自动、连续、单周期,单步等)。
(2)确定所需的用户输入设备(按钮、操作开关、限位开关、传感器等)、输出设备(继电器、接触器、信号灯等执行元件)以及由输出设备驱动的控制对象(电动机、电磁阀等),估算PLC的I/O点数;分析控制对象与PLC之间的信号关系,信号性质,根据控制要求的复杂程度,控制精度估算PLC的用户存储器容量。
(3)选择PLC。PLC是控制系统的核心部件,正确选择PLC对于保证整个控制系统的各项技术、经济指标起着重要的作用,PLC的选择包括机型的选择、容量的选择、I/O模块的选择、电源模块的选择等。选择PLC的依据是输入输出形式与点数,控制方式与速度、控制精度与分辨率,用户程序容量。
(4)分配、定义PLC的I/O点,绘制I/O连接图。根据选用的PLC所给定的元件地址范围(如输入、输出、辅助继电器、定时器、计数器。数据区等),对控制系统使用的每一个输入、输出信号及内部元件定义**的信号名和地址,在程序设计中使用哪些内部元件,执行什么功能格都要做到清晰,无误。
(5)PLC控制程序设计。包括设计梯形图、编写语句表、绘制控制系统流程图。控制程序是控制整个系统工作的软件,是保证系统工作正常,安全。可靠的关键,因此,控制程序的设计必须经过反复测试。修改,直到满足要求为止。
(6)控制柜(台)设计和现场施工。在进行控制程序设计的同时,可进行硬件配备工作,主要包括强电设备的安装、控制柜(台)的设计与制作、可编程序控制器的安装、输入输出的连接等。在设计继电器控制系统时,必须在控制线路设计完成后,才能进行控制柜(台)设计和现场施工。可见,采用PLC控制系统,可以使软件设计与硬件配备工作平行进行,缩短工程周期。如果需要的话,尚需设计操作台、电气柜、模拟显示盘和非标准电器元部件。
(7)试运行、验收、交付使用,并编制控制系统的技术文件。编制控制系统的技术文件包括说明书、设计说明书和使用说明书、电器图及电器元件明细表等。
传统的电器图,一般包括电器原理图、电器布置图及电器安装图。在PLC控制系统中,这一部分图可以统称为“硬件图”。它在传统电器图的基础上增加了PLC部分,因此在电器原理图中应增加PLC的I/O连接图。此外,在PLC控制系统的电器图中还应包括程序图(梯形图),可以称它为“软件图”。向用户提供“软件图”,可便于用户发展或工艺进时修改程序,并有利于用户在维修时分析和排除故障。根据具体任务,上述内容可适当调整。

| 6ES72111BE400XB0 | CPU 1211C AC/DC/Rly,6输入/4输出,集成2AI |
| 6ES72111AE400XB0 | CPU 1211C DC/DC/DC,6输入/4输出,集成2AI |
| 6ES72111HE400XB0 | CPU 1211C DC/DC/Rly,6输入/4输出,集成2AI |
| 6ES72121BE400XB0 | CPU 1212C AC/DC/Rly,8输入/6输出,集成2AI |
| 6ES72121AE400XB0 | CPU 1212C DC/DC/DC,8输入/6输出,集成2AI |
| 6ES72121HE400XB0 | CPU 1212C DC/DC/Rly,8输入/6输出,集成2AI |
| 6ES72141BG400XB0 | CPU 1214C AC/DC/Rly,14输入/10输出,集成2AI |
| 6ES72141AG400XB0 | CPU 1214C DC/DC/DC,14输入/10输出,集成2AI |
| 6ES72141HG400XB0 | CPU 1214C DC/DC/Rly,14输入/10输出,集成2AI |
| 6ES72151BG400XB0 | CPU 1215C AC/DC/Rly,14输入/10输出,集成2AI/2AO |
| 6ES72151AG400XB0 | CPU 1215C DC/DC/DC,14输入/10输出,集成2AI/2AO |
| 6ES72151HG400XB0 | CPU 1215C DC/DC/Rly,14输入/10输出,集成2AI/2AO |
| 6ES72171AG400XB0 | CPU 1217C DC/DC/DC,14输入/10输出,集成2AI/2AO |